








Your form has been submitted successfully
A member from the Hosokawa team will be in touch
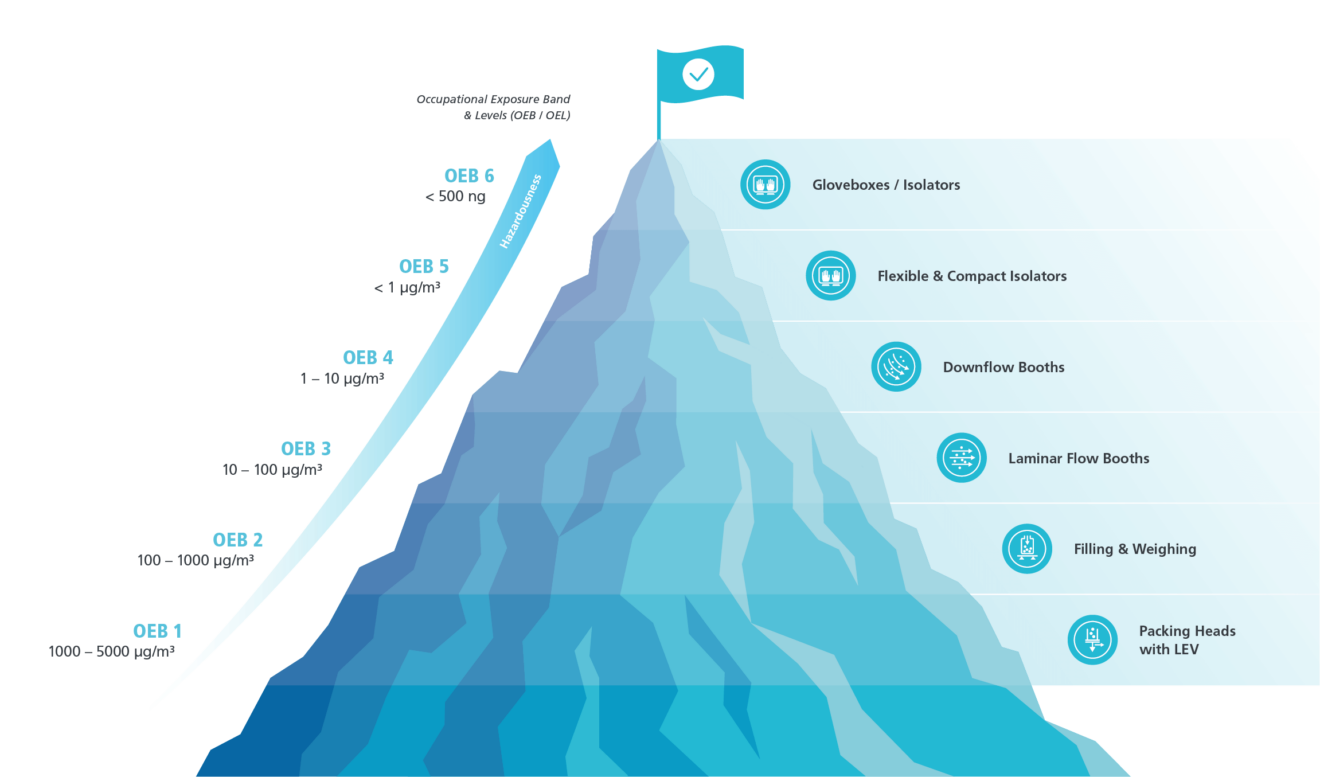
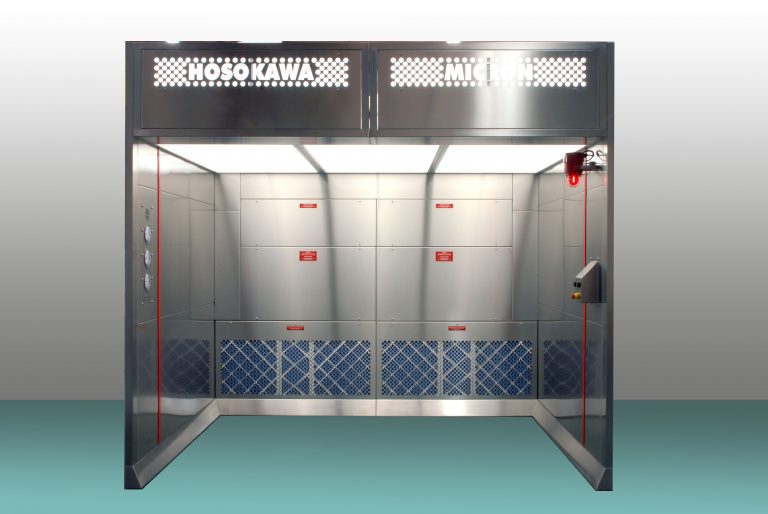
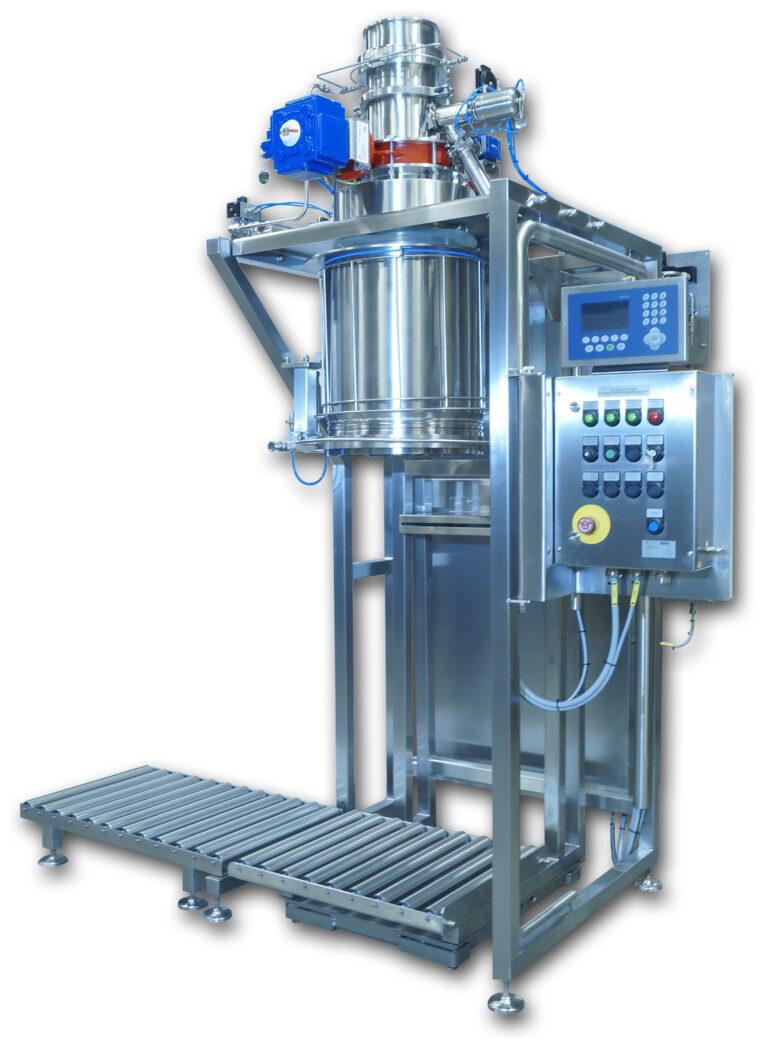
Containment
To meet growing requirements for protection and product isolation and integrity, Hosokawa Micron has pioneered the development of a variety of robust containment technologies for the handling and processing of hazardous materials.